


Сегодня для организации системы водоснабжения используются трубы из полипропилена или пластика. Такие изделия характеризуются увеличенным сроком службы — до 50 лет. Технология монтажа трубопровода из полипропилена основана на термическом воздействии способом напайки изделия. Процесс пайки полипропиленовой трубы требует определённой подготовки, наличия специальных инструментов и соблюдения точных правил.Качественное соединение обеспечит прочную герметизацию и высокий рабочий ресурс системы.
Способы сварки полипропиленовых труб
Стыковое соединение
Пайка трубопроводных элементов большого диаметра от 60 мм и с толщиной стенок не менее 4 мм производится методом стыкового соединения. Нагретое круговое сечение трубы должно быть одинаковой и равномерной температуры. Поверхности стыка прогревают дисковым сварочным аппаратом и специальными насадками. Важным параметром насадки является покрытие тефлоном для предотвращения прилипания полиуретана во время стыковки. При достижении необходимого значения нагрева оба элемента соединяются под давлением и удерживаются до полного остывания.
- высокое качество соединения;
- работа в промышленности и ЖКХ;
- пайка только инструментом и насадкой.
- контроль равномерной температуры по всей окружности;
- несовместимость с тонкими трубами малых размеров.
Раструбная сварка
Самый распространённый способ спайки труб из полипропилена. Предназначен для использования в быту, на промышленных объектах и при ремонтных работах. Процесс раструбной пайки производится при помощи полипропиленовых фитингов. Сварочный инструмент одновременно нагревает трубу и внутреннюю часть фитинга. После прогрева соединяемые изделия фиксируются руками.
- универсальное применение метода;
- стандартное сварочное оборудование.
- необходимость наличия фитингов.
Муфтовая сварка труб
Не менее надежный, но реже неиспользуемый метод сварки полипропиленовых труб. В электросварной муфте с двух сторон фиксируются соединяемые изделия. Пропускаемый ток обеспечивает нагрев и размягчение внутренней поверхности детали. Под давлением сжатия образуется прочное прилегание корпуса и спаивание труб. После остывания поверхность муфты плотно фиксируется на материале, образуя целостность конструкции.
- высочайшее качество соединения;
- отсутствие необходимости дополнительной центровки трубы;
- отсутствие заусенцев и внутреннего грата.
- высокая стоимость аппарата и фитингов;
- контроль за неподвижностью детали до остывания.
Параметры пайки
На качество пайки труб из полипропилена влияют внешние условия и индивидуальные особенности материалов. Для достижения эффективного итогового результата необходимо учитывать специфику следующих факторов:
Внешние условия. Температура окружающего воздуха, ветер, излишняя влажность — важные критерии, влияющие на продолжительность разогрева трубы. При работе на улице при температуре до + 10–15°C остывание полипропилена произойдёт достаточно быстро. При дополнительной высокой влажности и осадках — практически моментально. Недостаточный нагрев станет причиной непрочного шва плохого качества. В таком случае перед началом пайки обязателен предварительный нагрев.
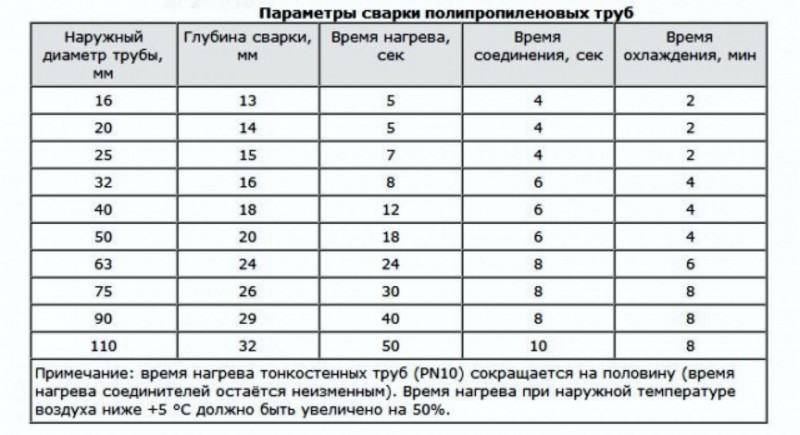
Размеры изделия. Между диаметром обрабатываемых элементов и временем прогрева существует прямая связь. Труба из полипропилена начинает плавиться при температуре +120–140°C. Пайка производится при воздействии +240–270°C. Определить точное значение для монтажа возможно только с учётом измерения диаметра. Зависимость размера полипропиленовой трубы от продолжительности нагрева представлена в таблице ниже. Показатель сварочного пояса — это длина прогреваемой части материалов от края вдоль оси.
Паяльник для полипропиленовых труб
Пайка полипропиленовых труб своими руками или при обращении к мастеру производится специальным оборудованием — паяльником для труб. Самый популярный паяльник работает по принципу раструбной стыковки. Такой аппарат способен легко и быстро соединить полипропилен при установке систем водопровода или отопления. Основные элементы конструкции раструбного паяльника:
опорное основание;
корпус со стойкой;
рукоятка;
приспособление для нагрева;
насадки и нагревательная пластина.
Насадки с тефлоновым покрытием обеспечивают температурное воздействие и прогрев двух сторон детали. После этого полипропиленовые трубы соединяются под усилием и остывают. Набор насадок приобретается исходя из необходимых диаметров.
Технические параметры
Различные модели паяльников отличаются характеристиками, поддерживаемыми функциями и совместимостью с определёнными задачами. Для правильной пайки полипропиленовой трубы требуется ознакомиться с основными техническими особенностями оборудования.
Мощность. По величине потребляемой мощности различают маломощные приборы до 1 кВт с одним нагревательным элементом и профессиональные паяльники до 2 кВт с двумя ТЭНами. Первые предназначены для установки разводки полипропиленовых труб в стандартном жилом или небольшом коммерческом помещении. При работе в коммунальной сфере, промышленности и на крупных строительных объектах используется профессиональный инструмент.
Размер соединяемой детали. Для соединения крупных заготовок необходим аппарат с поддержкой оснастки до 110 мм. Для применения в быту с трубами размером до 40 мм подойдет стандартный маломощный прибор.
Температура нагрева. Средняя температура сварки полипропилена — 260°C. Паяльник для пайки полипропиленовой трубы должен поддерживать эту величину. Зачастую потребуется соединение и более легкоплавких деталей. Возможность универсальной эксплуатации обеспечит поддерживаемый температурный диапазон от 50 до 300°C.
Инструмент может оснащаться индикаторами запуска и наличия напряжения, встроенным термостатом, ЖК-дисплеем, регулятором времени нагрева и другими опциями в зависимости от комплектации и модели. Паяльник подбирается исходя из требований задачи и характеристик изделий.
Популярные модели
Super Ego Socket Welder Eco 63
Сварочное устройство для пайки полипропиленновых труб раструбным способом. Используется при ремонте и прокладке систем водоснабжения и отопления. Тефлоновая поверхность насадки предотвращает прилипание. Оснащен электронным регулятором температуры нагрева.
- быстрый подогрев рабочего элемента;
- расширенный комплект раструбов;
- эксплуатация в местах с ограниченным доступом.
- короткий электрический кабель;
- отсутствие струбцины для стола.
Ritmo R125Q TFE
Раструбный паяльник для соединения труб из полипропилена своими руками. Рассчитан на обработку труб диаметра 16-125 мм. Пайка производится дисковым элементом с надёжным покрытием из тефлона. Для управления оборудована удобная рукоять. Предусмотрена автоматическая установка детали и поддержание градусов.
- звуковой индикатор температуры;
- электронный регулятор.
- нет насадок в комплекте.
Rothenberger Roweld Р 63 Т
Паяльный аппарат раструбного типа мощностью 800 Вт. Позволяет качественно спаять полипропиленовые трубы размером до 63 мм. При помощи устройства можно монтировать отопительную и водопроводную систему. Рабочая температура регулируется в диапазоне 200-279°С с автоматической поддержкой.
- 6 насадок 20-63 мм в комплекте;
- светодиодная индикация состояния;
- крепление на струбцине или на опоре.
- ожидание подогрева около 5-7 минут.
Пайка полипропиленовых труб — основные этапы
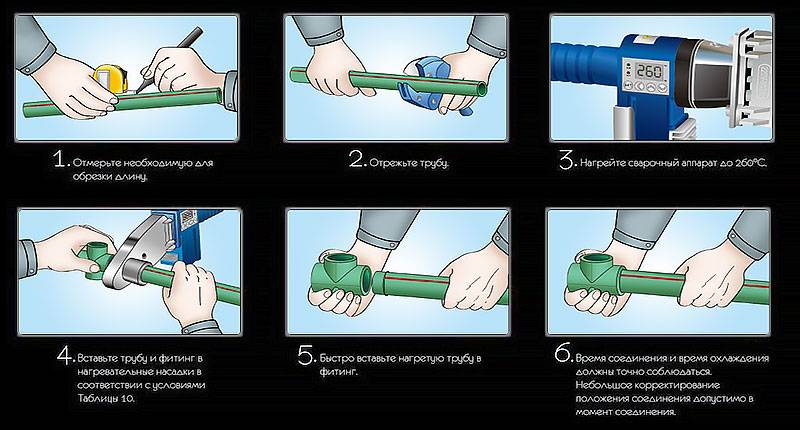
Получить качественное соединение без брака своими руками поможет следование основным правилам и инструкциям. Рассмотрим порядок проведения раструбной спайки полипропиленовой трубы:
Инструмент для пайки устанавливается на ровной твёрдой поверхности в горизонтальном или другом положении.
Необходимо осмотреть и проверить трубу на наличие трещин, заусенцев и неровностей, а при наличии исправить или зачистить.
Паяльник подключается к электросети при помощи кабеля и удлинителя с сечением не менее 1,5 мм.
Для разрезания заготовки под прямым углом требуются специальные ножницы.
Подготовка свариваемой поверхности заключается в обезжиривании и удаление загрязнений.
Шейвером зачищаются наружный слой полипропилена и прослойка из алюминия с последующим обозначением отметок длины сварочного пояса.
После проверки соответствующие насадки устанавливаются на сварочный аппарат.
Обрабатываемая труба размещается на гильзе, фитинг — на дорне.
Проверяется работоспособность паяльника и производится запуск нагрева с ожиданием согласно возможности аппарата.
При достижении температуры около 260°C изделия быстро соединяются в местах прогрева с усилием без поворота до остывания.
Ошибки монтажа
Пайка полипропиленовых труб без опыта и знания технологий может привести к неправильному соединению и недостаточной прочности шва. Основные ошибки случаются при нарушении техники и легко предотвращаются, учитывая следующие правила:
Поверхность обрабатываемой трубы должна быть сухой и чистой. Загрязнения, влага и ржавчина понизят герметизацию шва при спайке.
Стыковка труб производится с сохранением точной соосности. При сдвиге появляется риск деформации и образуются заусенцы.
Для наилучшей совместимости и диффузии необходимо приобретать оснастку одного бренда с одинаковым составом. Используемые материалы разных производителей могут отличаться по совместимости и вызвать дальнейшие неблагоприятные последствия.
Покупайте и используйте только проверенные сварочные паяльники. Агрегат должен поддерживать необходимый диапазон и равномерность температуры. Наличие тефлонового покрытия на фитингах предотвратит прилипание. Для удобства работы важно оснащение электронными индикаторами, процессором и дисплеем.
При перегреве внутренняя поверхность труб может заполниться расплавленными излишками полипропилена. В такой ситуации системы водопровода и отопления не смогут правильно функционировать. Нагревайте трубы в соответствии с точными расчётами продолжительности и мощности.
Выводы
Полипропилен является экономичным и высокопрочным материалом. Изготавливается из полимеризации этилена и пропилена. Особый состав и характеристики позволяют выдерживать жидкости до +90°C и давление до 2,5 бар. Такие материалы получили большую популярность при производстве труб для отопительных и водопроводных систем. В процессе монтажа трубопровода возникает потребность резки и соединения элементов. Понять, как паять полипропиленовые трубы правильно, поможет только опыт и рабочая практика. Выделим основные тезисы сварочного процесса полипропиленовых изделий:
Спайка полипропиленовых труб производится стыковым, раструбным или муфтовым методом. Наиболее популярный способ соединения — раструбный. Для соединения изделий диаметром свыше 60 мм применяется стыковой.
Условия окружающей среды влияют на состояние трубы при нагреве. При низкой температуре и высокой влажности плавление происходит медленнее, а остывание значительно быстрее. В таких случаях необходим предварительный прогрев заготовки перед работой.
Продолжительность нагрева также зависит от диаметра изделия. Трубу меньшего размера следует прогревать быстрее, чем более крупную. Средняя температура пайки — +240–270°C. Точное значение определяется с учётом диаметра. Для измерения величины сварочного пояса необходим карандаш для разметки и рулетка.
Подбирайте сварочный пальник исходя из задач и потребностей. Пайка в труднодоступных местах производится только аппаратом с небольшими габаритами. Для предотвращения прилипания к трубам важно наличие тефлонового покрытия у насадки. Монтаж разводки в быту потребует мощность пальника около 1 кВт, для коммерции и крупных объектов необходим запас до 2 кВт. Дополнительные функции и дисплей облегчат и увеличат комфорт эксплуатации.
Спаять полипропиленовые трубы возможно и без большого опыта, зная особенности материала и основные приемы сварки. В первую очередь требуется начертить схему монтажа системы водопровода или отопления. Далее подобрать рабочий инструмент и способ спайки в зависимости от параметров труб. Следование технологии спайки и табличным размерным значениям для работы с полипропиленом помогут добиться необходимого результата.