


Алюминий используется при изготовлении конструкций и деталей для множества сфер деятельности. Являясь устойчивым и относительно низкоплотным металлом, алюминий и сплавы на его основе находят применение при строительстве самолётов, транспорта, кораблей и объектов промышленности.
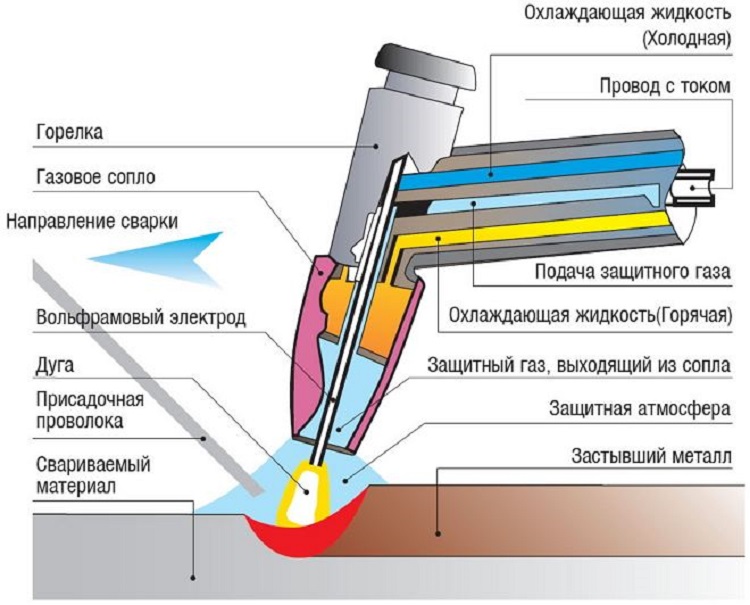
Особенности материала вызывают определённые трудности в процессе обработки и сварки алюминиевых изделий. Методы ручной дуговой, плазменной и остальных видов сварки не рассчитаны на работу с этим металлом. Учесть все сложности и детали позволит только аргонодуговая сварка в среде аргона (TIG). В отличие от полуавтоматической MIG–сварки, обработка производится неплавящимся электродом при соблюдении благоприятных для металла условий.
Особенности алюминия
Свойства алюминия и алюминиевых сплавов требуют определённой специфики сварочного процесса. Даже при проведении подходящей аргонодуговой сварки необходимо учитывать следующие характеристики:
Образование оксидной пленки — образуемая прослойка при контакте металлической поверхности с кислородом. Для удаления оксида алюминия Al2O3 при сварке потребуется температурное воздействие свыше 2000°С, при этом температура плавления самих алюминиевых деталей от 650°С. Процесс сварки следует сопоставить с эффективным удалением оксидной плёнки без повреждения металла.
Увеличенная усадка — свойство алюминия, которое влияет на деформацию и растрескивание шва при неправильной температуре сварки алюминия.
Высокая окисляемость влечёт риск образования твёрдой плёнки на поверхности расплавленных алюминиевых изделий. Затрудняет процесс получения ровного и правильного сварного шва.
Низкая температура плавления — сварка неподходящим для алюминия методом и при необходимой для устранения оксида температуре от 2000°С разрушает показатели прочности материала. Плавление алюминия начинается от 650–660°С и воздействие не должно значительно превышать эту величину.
Большая текучесть — свойство, обусловленное предыдущим пунктом. Алюминиевые детали способны переходить в жидкое состояние уже при температуре от 500-520°С, что является причиной возможного прожигания контактируемых поверхностей и самих заготовок.
Высокая теплопроводность алюминия требует воздействия тока в 1,5 раза выше, чем для сварки стальных заготовок, а, соответственно, и использования более мощного оборудования.
Постоянность цвета при плавлении — поверхность алюминия практически не изменяет цвет при контакте с высокими температурами. При этом контролировать температуру и время сварки визуально без специальных вспомогательных датчиков затруднительно.
Прихотливость к окружающей среде — в процессе остывания и охлаждения на воздухе часто образуются поры и трещины шва в результате испарения водорода и индивидуальных особенностей алюминия и сплавов.
Сократить риски при сварке сложного алюминия возможно благодаря опыту и знаниям сварщика, а также соблюдению точной технологии работ. Метод TIG-сварки представляет возможность устранения кислорода в среде образуемого аргона с целью защиты швов от оксидной пленки, чем значительно упрощает соединение алюминиевых деталей.

Технология TIG сварки: преимущества и недостатки
Сварка алюминия аргоном на первый взгляд кажется сложной и трудной задачей. Однако метод TIG является универсальным и позволяет соединять заготовки любой толщины. При этом сварочный шов отличается равномерностью, высокой прочностью и чистотой без образования пор и трещин.
- работа с алюминием и другим металлом;
- стабильность сварочного тока;
- образование аккуратного ровного шва;
- высокая прочность соединения;
- пониженная температура прогрева;
- отсутствие пор и примесей в швах.
- необходимость специального оборудования;
- более сложная настройка сварочного аппарата;
- высокие требования к подготовке заготовки;
- наличие квалифицированных навыков сварщика.
Полученный от аргонодуговой сварки результат позволит сократить брак изделий, а также значительно увеличит прочность и качество соединений. Основные преимущества метода перекроют незначительные недостатки, связанные с высокой сложностью работы.
Что нужно для TIG сварки алюминия
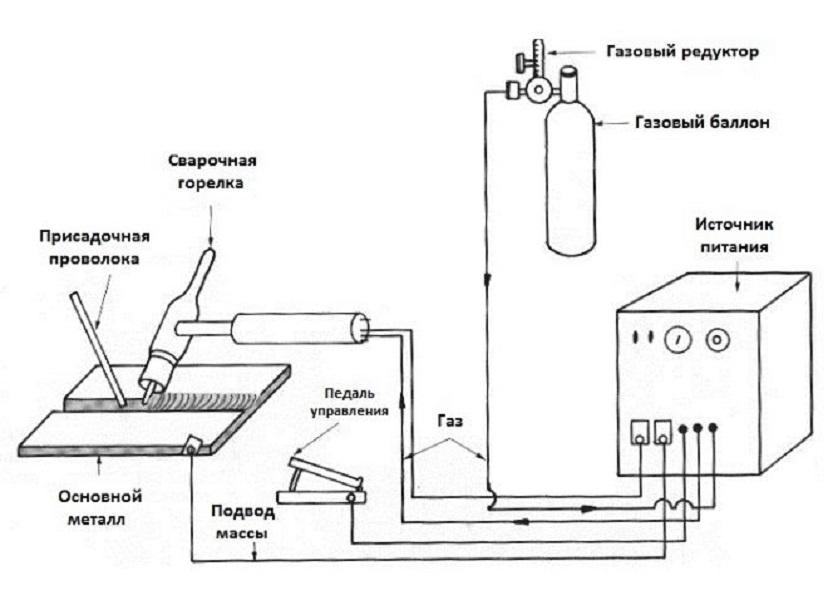
Оборудование и аксессуары для проведения сварки алюминия аргоном надо подбирать с учетом особенностей и сложности работы. Показатели толщины материала, тип образуемого шва и многие другие свойства влияют на выбор комплектующих. Базовый набор для аргонодуговой сварки алюминия должен включать:
Сварочный инверторный аппарат с поддержкой AC TIG. Следует приобретать инверторы, образующие переменный ток (АС) или универсальные (AC/DC).
Аргонодуговая горелка. Для очистки газа также необходимо наличие дополнительной газовой линзы (цангодержателя).
Газовый баллон с рукавом для крепления горелки.
Подходящая присадочная проволока. Выбор состава и типа металла прутка определяется маркой обрабатываемого алюминия. Например, для чистого рекомендуется проволока № 5356, для алюминия с примесями — №4043 с содержанием кремния.
Вольфрамовые электроды. Для проведения TIG-сварки предназначены электроды с красным наконечником (WT 20), серым (WC 20) или жёлтым (WC 20) диаметром от 2,4 мм.
Переменный или постоянный ток — что выбрать
Большинство сварочных инверторов оснащены режимами сварки с постоянным (DC) и переменным (AC) током. Для понимания отличий сравним воздействие двумя видами тока на алюминий.
Постоянный ток DC прямой полярности не позволит достигнуть температуры более 2000°С, а следовательно избавиться от оксида на поверхности. При обратной полярности очистка оксидной пленки производится катодным способом. Кинетическая энергия положительных ионов позволяет разрушить и удалить слой оксида. Однако этот метод обеспечивает крайне резкий скачок высокой температуры воздействия. Даже вольфрамовый тугоплавкий электрод не выдерживает такого нагрева, и алюминий подвергается разрушительному риску.
Воздействие переменным током AC при переключении полярности способствует качественной и правильной сварке алюминия. Для разрушения оксида Al2O3 воздействует ток обратной полярности, в целях предотвращения перегрева работа производится прямой полярностью стабильной сварочной дугой.
В редких случаях используются аппараты DC, ведь процесс сварки усложняется и становится более затратным. Появляется риск повреждения заготовки, необходимость дорогостоящего гелия, возможно обрабатывать деталь лишь небольшой толщины. Для комфортной сварки алюминия аргоном надо выбирать аппарат с поддержкой переменного тока АС или универсальный AC/DC.
Подготовка деталей к сварке
Предварительная зачистка и подготовка алюминиевых деталей обеспечивает эффективность обработки и высокое качество соединения. Оставшиеся загрязнения или частицы способны понизить надежность и прочность шва. Первоначально следует обезжирить поверхность изделия уайт-спиритом, бензином или ацетоном. Затем для наилучшего эффекта рекомендуется использовать два способа очистки алюминия:
Механический. На этом этапе зачистка производится вручную физическим воздействием. Вспомогательные принадлежности в виде наждачной бумаги, шабера, металлической щетки позволят устранить видимые загрязнения, остатки краски и окисления.
Химический. Дополнительная очистка нужна при промышленной и профессиональной работе. Оксидная пленка и сложные загрязнения эффективно устраняются обработкой специальным раствором — 1 литр воды, 45 г фтористого натрия и 50 г технического натра. Заготовка помещается в раствор на 1 минуту, затем промывается проточной водой. Химическая обработка удалит оксиды и защитит от дальнейших загрязнений в течение 3-4 дней.
При толщине заготовки более 4 мм рекомендуется произвести разделку и обработку кромки. Сварочная ванна опускается относительно поверхности детали для закрепления корня шва. Данное притупление позволит предотвратить прожоги. В случае слишком тонкой детали, кромки загибаются под углом 90° к листу для плотного прилегания при стыке. Правильная подготовка кромки предотвратит излишнее напряжение и дальнейшую деформацию алюминия при сварке.
Кроме обработки свариваемого металла, требуется и подготовка прутка проволоки. Очистка производится при помощи растворителя и травления в 15%-ом растворе технического натрия температурой 60-70°С. Перед проведением сварки проволока сушится и накаливается.
Настройка TIG-аппарата
Правильно настроить сварочный аппарат позволит точное измерение толщины и определение состава алюминиевой детали. Величина сварочного тока зависит от размера и типа заготовки. Перед запуском агрегата производится подача защитного газа аргона с настройкой расхода при помощи манометра. При сварке в помещении расход регулируется в диапазоне 6-8 л/мин, на открытом пространстве значение конфигурируется до 12 л/мин.
Следующим шагом является тщательная проверка влияющих на качество шва параметров:
баланс переменного тока для очистки пленки и рабочего плавления;
достаточная частота тока для плотности и стабильности сварочной дуги;
образуемая форма волны — для наилучшего плавления необходим прямоугольник, синус для плавной мягкой дуги, треугольник для лучшего контроля температуры при сварке тонкого алюминия.
Настройка TIG-аппарата проверяется в визуальном контроле и работоспособности при проведении пробного шва. Надо добиться правильной шаровой формы провара. В иных случаях возможной причиной является недостаточная сила и частота тока.
Процесс сварки алюминия аргоном
Аргонная сварка алюминия производится с учетом подготовительных и контролируемых этапов. Производительность сварки и качество шва зависят от профессионализма сварщика и следования точным инструкциям работы.
По завершению операций для очистки и осушения обрабатываемой зоны алюминия, на горелку устанавливается эффективно заточенный электрод необходимого диаметра. Вылет составляет около 2 мм.
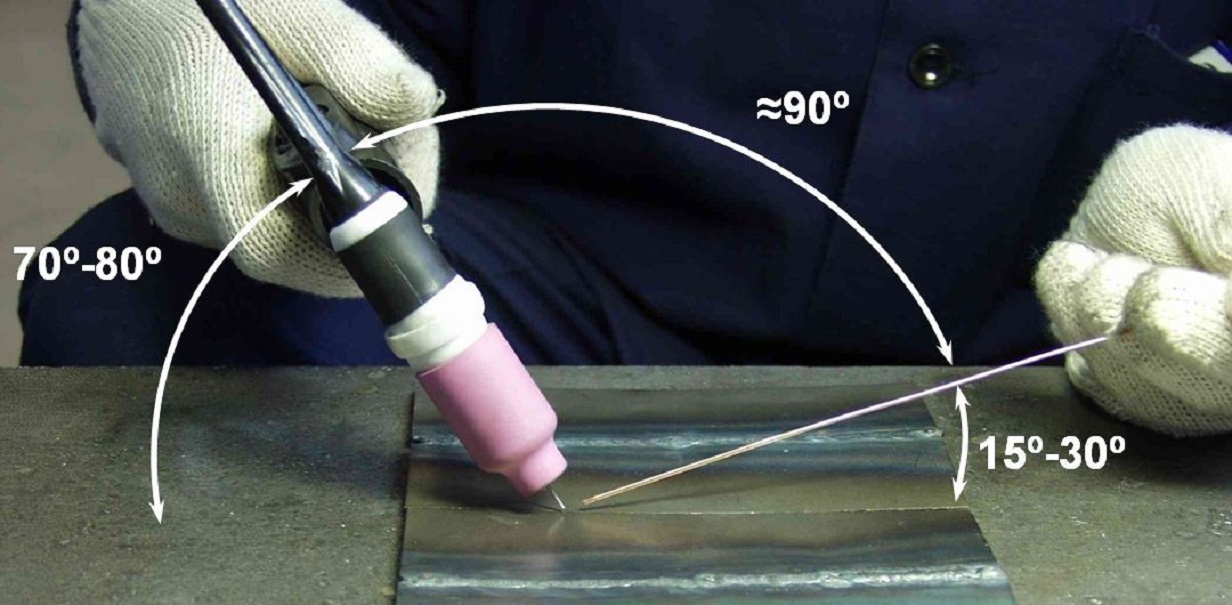
Положение электрода при работе контролируется под углом 70-80 градусов вертикально к свариваемой поверхности. Удерживаемое расстояние до заготовки не более 2,5 мм обеспечивает чистый и равномерный шов.
Для возбуждения сварочной дуги рекомендуется бесконтактный способ высокочастотным осциллятором. Горелка и присадочные материалы крепко удерживаются без касания металла.
Проявление расплавленного металла и стабильной дуги позволяет подключить к процессу присадки. Проволока подается под прямым углом к электроду и до 20-30° к поверхности детали для образования «сварочной ванны». Время образования примерно равняется толщине заготовки (мм) в секундах. Важно предотвратить перегрев и следить за появлением зеркального пятна.
Сварочный шов формируется плавным перемещением горелки вдоль линии соединения с равномерной подачей проволоки. На каждом этапе создания шва контролируется однородность наплавки валика.
Присадочный пруток удерживают в зоне действия защитного аргона для предотвращения окисления поверхности.
При завершении процесса сварки производится заварка кратера постепенным понижением подачи тока и проволоки, а также ускорением перемещения электрода. Углубление шва в конце защищается сваркой в обратном направлении. Дуга гасится, и соединение продувается инертным остаточным газом. Наличие функции «Post flow» обеспечит обдувку до остывания поверхности.
Визуальная оценка качества соединения заключается в равномерности размера и направления шва. По всей протяженности при правильной сварке получаются идеальные «чешуйки» одинаковой формы и толщины без пропусков и прожига материала.
Особенности аргонодуговой сварки алюминия
Качество соединений и процесс комфортной сварки алюминия определяются рядом технологических особенностей. Придерживаясь точного руководства и некоторых приёмов, возможно добиться желаемого результата даже при небольшом опыте сварочных работ.
допустимо использование только зачищенного и заточенного вольфрамого электрода диаметром до 0,55 см. При смене режима тока необходимо подбирать и электроды совместимого размера;
между электродом и свариваемой поверхностью удерживается минимальное расстояние для уменьшения сварочной дуги и повышения чистоты шва;
подача присадочной проволоки производится вдоль соединения перед электродом под углом 90°. Пруток перемещается плавно без рывков и колебаний для предотвращения разбрызгиваний;
для тонкого алюминия рекомендуется использовать прокладку из нержавеющей стали. Дополнительный слой исключит прожоги, улучшит отвод тепла из сварочной ванны и обеспечит экономию энергии;
вследствие тяжести аргона, сварка на потолке и высокой поверхности в вертикальном положении производится с примесью гелия и при увеличенной мощности дуги.
Оборудование для сварки аргоном: ТОП-3
3. КЕДР MultiTIG-2000P AC/DC
Агрегат производителя из России с поддержкой переменного тока для соединения алюминиевых, никелевых, стальных и других изделий. Возможно управление дистанционным пультом при наличии. Предназначен для бытовой и профессиональной эксплуатации в промышленности.
- расширенные рабочие функции;
- режим PULSE для тонкого металла;
- функция памяти с 10 режимами;
- продолжительность включения 100%;
- три формы волны переменного тока;
- бесконтактный поджиг дуги (HF).
- недостаточная герметичность корпуса;
- отсутствие функции «холодной сварки».
2. ТСС PRO TIG/MMA 200P AC/DC Digital
Инвертор с возможностью качественной сварки алюминия, стали и цветного металла.Цифровой микропроцессор обеспечивает высокоточную настройку и стабильность рабочего процесса. Предусмотрена поддержка типов TIG AC/DC, PULSE TIG AC/DC и MMA. Компания «ТСС» основана в России и является крупнейшим производителем профессиональной техники.
- инверторная технология на IGBT-транзисторах;
- сварка алюминия, углеродистой, низколегированной и нержавеющей стали;
- режимы работы TIG горелки 2Т/4Т;
- системы защиты от перегрева и скачков напряжения;
- регулируемый ток заварки кратера.
- высокий шаг регулировки тока (10 А);
- отсутствие разъема для педали;
- продолжительность включения 60%.
1. Fubag INTIG 200 AC/DC PULSE
Сварочный аппарат немецкого производителя с высокочастотным поджигом дуги HF TIG и TIG-LIFT. Позволяет варить алюминий аргоном с повышенным комфортом и качеством. Оснащен функцией Pulse для тонких изделий и многофункциональной панелью управления с дисплеями.
- горелка FB TIG 26 5P 4 метра и сопла в комплекте;
- память на 9 рабочих программ;
- режим точечной сварки (SPOT);
- система принудительного охлаждения;
- разъемы из термостойкого пластика.
- короткая ПВ на максимальном токе.
Выводы
Алюминиевые изделия и сплавы на основе алюминия обладают индивидуальными свойствами и особенностями. Образование оксидной пленки на воздухе, низкая температура плавления, текучесть и зависимость от окружающей среды обуславливают необходимость особого подхода при работе с материалом. Машиностроение, промышленность, судопроизводство, авиастроение и многие другие области нуждаются в применении алюминиевых компонентов. На практике для соединения алюминия нужна специальная аргонодуговая сварка. Для проведения качественной работы данным методом следует помнить о нескольких важных аспектах:
Сварка алюминия аргоном производится полуавтоматом или стандартными аппаратами с переменным током.
Стойкость цвета и другие индивидуальные характеристики алюминия усложняют проведение сварочных работ.
Метод TIG защищает металл аргоном и рассчитан на обработку алюминия.
Вольфрамовый электрод зачищают и затачивают перед сваркой.
Обрабатываемые материалы очищаются по механической и химической технологии от краски, жира, коррозии и прочих загрязнений.
Для получения ровного и чистого шва важно соблюдение точного руководства сварочного процесса.
Первостепенным параметром является стабильная дуга и минимальное расстояние до поверхности (2,5-3 мм).
Электрод удерживается под углом до 70-80° к заготовке, присадочная проволока — 20-30°.
Вертикальная сварка алюминия аргоном на потолке допустима с помощью примеси гелия.
Для покупки сварочного аргонодугового аппарата оформите заказ на сайте «Рывок» или позвоните оператору. Звонок по России бесплатный!